Schweißen von Geomembranen: Techniken für eine dichte Abdichtung
Im Bereich des modernen Ingenieurwesens und Umweltschutzes haben sich Geokunststoffe als unverzichtbare Materialien für die Gewährleistung von Dichtheit und Wasserbeständigkeit in einer Vielzahl von Anwendungen etabliert. Eine Geokunststoffdichtungsbahn, beschrieben als wasserabweisendes Barrieregewebe aus hochmolekularen Polymeren, spielt eine entscheidende Rolle bei der Verhinderung des Austretens von Flüssigkeiten und Gasen und schützt somit die Integrität zahlreicher Bauwerke und die Umwelt.
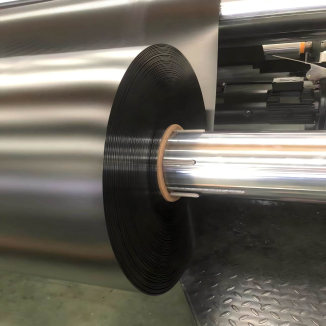
HDPE-Folien (Polyethylen hoher Dichte), eine Art Geokunststoffdichtungsbahn, haben sich aufgrund ihrer hervorragenden Eigenschaften einen exzellenten Ruf erworben. Insbesondere die glatte Oberfläche der HDPE-Geokunststoffdichtungsbahn ist bekannt für ihre einfache Verlegung, die zudem eine ausgezeichnete Chemikalienbeständigkeit, hohe Zugfestigkeit und geringe Durchlässigkeit bietet. Diese Eigenschaften machen sie ideal für eine Vielzahl von Projekten, wie beispielsweise Deponie-, Stausee- und Industrieteichfolien.
In der Abfallwirtschaft werden beispielsweise HDPE-Auskleidungen auf Mülldeponien verwendet, um das Austreten von schädlichem Sickerwasser in den umgebenden Boden und das Grundwasser zu verhindern. Beim Bau von künstlichen Seen und Stauseen sorgen Geomembranen wie einfache HDPE-Geomembranen dafür, dass das Wasser im jeweiligen Bereich zurückgehalten wird und so Versickerung und Wasserverlust verhindert werden. In der Industrie werden sie zum Einlagern von Chemikalien und Industrieabfällen eingesetzt, um die Umgebung vor beherrschbarer Verschmutzung zu schützen.
Die Wirksamkeit einer Geomembran bei der Erzielung einer lecksicheren Abdichtung hängt jedoch größtenteils von der Qualität der während der Installation verwendeten Schweißverfahren ab. Unsachgemäßes Schweißen kann zu Lecks führen und den gesamten Nutzen der Geomembran zunichtemachen. Daher ist die Kenntnis und Anwendung der richtigen Schweißverfahren bei jedem Auftrag mit Geomembranen von größter Bedeutung.
Arten von Geomembranen
HDPE-Liner
HDPE-Folien sind eine Art Geokunststoffdichtungsbahn aus Polyethylen hoher Dichte. Ihre hohe Dichte verleiht ihnen eine ausgezeichnete chemische Beständigkeit. HDPE-Folien sind beständig gegen eine Vielzahl von Chemikalien, darunter Säuren, Laugen und viele natürliche Lösungsmittel. Daher eignen sie sich für Anwendungen, bei denen der Kontakt mit aggressiven Substanzen zu erwarten ist, beispielsweise in der Lagerung chemischer Abfälle und in industriellen Verarbeitungsanlagen.

Hinsichtlich ihrer Langlebigkeit sind HDPE-Auskleidungen äußerst beständig gegen Umwelteinflüsse wie ultraviolette (UV-)Strahlung, Oxidation und mikrobiellen Abbau. Ihre langfristige Gesamtleistung ist zuverlässig, mit einer Lebensdauer von bis zu 50 Jahren oder mehr unter normalen Bedingungen. Diese Beständigkeit ist entscheidend für Projekte wie Deponien, wo die Auskleidung das Austreten von Sickerwasser (einer stark verschmutzten Flüssigkeit, die bei der Zersetzung von Abfällen entsteht) in den umliegenden Boden und das Grundwasser über einen langen Zeitraum verhindern soll. Beispielsweise fungiert eine HDPE-Auskleidung auf einer riesigen Mülldeponie als Barriere und schützt die darunter liegenden Grundwasserleiter vor Infektionen durch Schwermetalle, Krankheitserreger und verschiedene unsichere Bestandteile im Sickerwasser.
HDPE-Auskleidungen werden außerdem häufig bei Reservoirprojekten eingesetzt. In einem Reservoir sorgt die HDPE-Auskleidung dafür, dass das gespeicherte Wasser nicht in den Boden versickert, wodurch der Wasserstand erhalten bleibt und Wasserverlust verhindert wird. Dies ist besonders in Gebieten wichtig, in denen Wasserquellen knapp sind und jeder Tropfen Wasser erhalten werden muss. Die geringe Durchlässigkeit von HDPE-Auskleidungen, die üblicherweise in der Größenordnung von \(1\times10^{-13}\) bis \(1\times10^{-17}\) cm/s liegt, macht sie zum enorm wirksamen Verhindern von Wasserlecks.
Glatte HDPE-Geomembran
Das herausragendste Merkmal einer HDPE-Geomembran ist ihre glatte Oberfläche. Diese Glätte bietet zahlreiche Vorteile. Erstens reduziert sie die Reibung, was während des gesamten Verlegevorgangs von großem Nutzen ist. Beim Ausrollen und Auslegen gleitet die Geomembran dank ihrer glatten Oberfläche problemlos über den Untergrund. Dadurch wird der Kraftaufwand verringert und die Beschädigungsgefahr minimiert. Dies macht die Verlegung schneller und effizienter.
Zweitens ist es viel weniger wahrscheinlich, dass sich auf der glatten Oberfläche Partikel oder Ablagerungen festsetzen, die bei manchen Anwendungen problematisch sein können. Bei einer Teichfolienanwendung beispielsweise sammelt sich auf einer HDPE-Geomembran mit glatter Oberfläche kein Sediment an, und sie kann nicht als Material mit harter Oberfläche betrachtet werden. Dies trägt dazu bei, die Integrität des Teichs zu bewahren und reduziert den Bedarf an regelmäßiger Reinigung.
HDPE-Reinigungsgeomembranen werden häufig in Projekten eingesetzt, in denen eine hochwertige, glatte Oberflächenbarriere erforderlich ist. In Aquakulturteichen ist der saubere Boden ideal, da er sich leicht glätten und desinfizieren lässt, was für die Erhaltung einer gesunden Umgebung für Fische und andere Wasserorganismen von entscheidender Bedeutung ist. Beim Schwimmbadbau bietet eine HDPE-Reinigungsgeomembran eine wasserdichte und saubere Auskleidung, die sowohl ästhetisch ansprechend als auch pflegeleicht ist.
Andere gängige Geomembranen
Obwohl HDPE-Geomembranen weit verbreitet sind, sind auf dem Markt verschiedene Arten erhältlich, jede mit ihren ganz eigenen Eigenschaften.
Geomembranen aus Polyethylen niedriger Dichte (LDPE) haben im Vergleich zu HDPE eine geringere Dichte. Sie sind biegsamer und dehnbarer, sodass sie sich weiter dehnen können, ohne zu brechen. LDPE-Geomembranen werden häufig dort eingesetzt, wo Flexibilität entscheidend ist, wie etwa bei kleinen Teichfolien oder in Bereichen mit komplexen Formen, in denen sich die Membran eng an die Form anpassen muss. Sie sind jedoch deutlich weniger chemisch beständig und weniger langlebig als HDPE-Geomembranen. Beispielsweise ist LDPE möglicherweise nicht mehr für eine langfristige Einwirkung aggressiver Chemikalien oder für Anwendungen geeignet, bei denen ein Gleichgewicht zwischen hoher Energie und langfristiger Wirkung erforderlich ist.
Ethylen-Propylen-Dien-Monomer (EPDM)-Geomembranen sind für ihre extreme Witterungs-, Ozon- und UV-Beständigkeit bekannt. Sie werden regelmäßig für Bedachungen und unbedeckte Wasserrückhaltekonstruktionen verwendet. EPDM hat im Vergleich zu HDPE einen unglaublich hohen Anschaffungspreis, seine lange Lebensdauer im Außenbereich kann es jedoch auf lange Sicht zu einer lohnenden Wahl machen. In Bezug auf die chemische Beständigkeit ist es jedoch nicht so vielseitig wie HDPE, insbesondere wenn es um die Beständigkeit gegen bestimmte Industriechemikalien geht.

Schweißtechniken
Extrusionsschweißen
Extrusionsschweißen ist ein Verfahren, das für die Herstellung einer leckagefreien Abdichtung von Geokunststoffdichtungsbahnen unerlässlich ist. Das Prinzip des Extrusionsschweißens umfasst zwei grundlegende Schritte: Erhitzen und Druckbeaufschlagung. Mit einer Schweißpistole wird ein Schweißdraht, auch Schweißraupe oder Schweißstab genannt, auf einen halbschmelzflüssigen Zustand erhitzt. Gleichzeitig werden die Oberflächen der Geokunststoffdichtungsbahn, an denen die Schweißung erfolgen soll, ebenfalls erhitzt. Sobald sowohl der Schweißdraht als auch die Oberflächen der Geokunststoffdichtungsbahn den erforderlichen halbschmelzflüssigen Zustand erreicht haben, wird Druck aufgebracht. Durch diese Spannung wird der halbschmelzflüssige Schweißdraht gezwungen, sich mit der erhitzten Geokunststoffdichtungsbahn zu verbinden, wodurch eine robuste und ununterbrochene Schweißnaht entsteht.
Diese Methode eignet sich besonders für Zwecke, bei denen beschädigte Bereiche einer Geomembran wiederhergestellt werden müssen oder wenn dicke Geomembranen verbunden werden sollen. Wenn beispielsweise bei groß angelegten Deponieprojekten Löcher oder Risse in der HDPE-Auskleidung vorhanden sind, kann Extrusionsschweißen zum erfolgreichen Ausbessern der beschädigten Bereiche eingesetzt werden. Die Möglichkeit, einen Schweißstab zu verwenden, ermöglicht die Herstellung einer starken, verstärkten Verbindung, die entscheidend ist, um die langfristige Integrität der Deponieauskleidung sicherzustellen und das Austreten von gefährlichem Sickerwasser zu verhindern.
Beim Extrusionsschweißen sind verschiedene Schlüsselfaktoren zu beachten. Die Temperatureinstellung der Schweißpistole ist entscheidend. Ist die Temperatur zu niedrig, verbinden sich Schweißdraht und Geokunststoffdichtungsbahn möglicherweise nicht richtig, was zu einer brüchigen Schweißnaht führt. Ist die Temperatur hingegen zu hoch, kann dies zu Überschmelzen und damit zur Bildung von Lunker oder einer verzogenen Schweißnaht führen. Auch die Schweißgeschwindigkeit beeinflusst die Qualität der Schweißnaht. Eine gleichmäßige und hohe Schweißgeschwindigkeit gewährleistet eine gleichmäßige Verteilung des Schweißdrahts und eine homogene Verbindung zwischen Schweißdraht und Geokunststoffdichtungsbahn. Darüber hinaus muss die beim Schweißen angewendete Spannung sorgfältig kontrolliert werden. Zu geringe Spannung kann zu einer unvollständigen Verbindung der Materialien führen, während zu hohe Spannung ein ungleichmäßiges Herauspressen des Schweißdrahts oder sogar eine Beschädigung der Geokunststoffdichtungsbahn verursachen kann. Durch die präzise Kontrolle dieser Faktoren ermöglicht das Extrusionsschweißen eine hochwertige, leckagefreie Verbindung, die für die erfolgreiche Umsetzung von Projekten mit Geokunststoffdichtungsbahnen unerlässlich ist.
Heizkeilschweißen
Heißkeilschweißen ist eine weitere weit verbreitete Methode zum Schweißen von Geomembranen, insbesondere bei Großprojekten. Der Funktionsmechanismus des Warmkeilschweißens basiert auf einem erhitzten Keil. Dieser Keil wird auf eine hohe Temperatur erhitzt, üblicherweise im Bereich von 200–350 °C, je nach Art des Geomembranmaterials. Der erhitzte Keil wird dann zwischen die überlappenden Kanten der Geomembranblätter eingeführt. Wenn sich der Keil nach vorne bewegt, erhitzt er die beiden angrenzenden Kanten der Geomembran und erweicht sie.
Sobald die Kanten weicher sind, wird durch zwei an beiden Seiten des Keils angebrachte Druckwalzen Druck ausgeübt. Diese Walzen pressen die weichen Kanten der Geokunststoffdichtungsbahn zusammen und verschmelzen sie so zu einer durchgehenden Schweißnaht. Das Endergebnis ist eine starke, homogene Verbindung, die die beiden Geokunststoffdichtungsbahnen zuverlässig abdichtet.
Bei großen Deponie- und Reservoirprojekten bietet das Warmkeilschweißen einige großartige Vorteile. Erstens ist Hochgeschwindigkeitsschweißen möglich, das für das Abdecken großer Flächen in relativ kurzer Zeit unerlässlich ist. Beispielsweise kann Warmkeilschweißen bei einem großen Deponiebauprojekt mit der Installation einer großen HDPE-Auskleidung den Installationsprozess im Vergleich zu einigen anderen Schweißverfahren drastisch beschleunigen. Zweitens ist die Qualität der durch Warmkeilschweißen erzeugten Schweißnaht unglaublich konstant. Die gleichmäßige Erwärmung durch den Keil und der gleichmäßige Druck durch die Rollen sorgen dafür, dass die Schweißenergie über die gesamte Länge der Schweißnaht gleichmäßig ist, wodurch das Risiko von Schwachstellen und möglichen Lecks verringert wird. Diese hochwertige, gleichmäßige Schweißnaht ist unverzichtbar, um die Integrität der Geomembranvorrichtung über einen langen Zeitraum zu erhalten, die Umwelt bei Deponiearbeiten vor potenzieller Luftverschmutzung zu schützen oder bei Reservoirprojekten die Wasserrückhaltung sicherzustellen.

Heißluftschweißen
Heißluftschweißen ist ein Verfahren, bei dem warme Luft zum Verschweißen von Geokunststoffdichtungsbahnen eingesetzt wird. Eine Heißluftpistole leitet einen warmen Luftstrom auf die zu verbindenden Oberflächen der Geokunststoffdichtungsbahn. Die warme Luft macht das Material weich und geschmeidig. Sobald die Oberflächen weich sind, wird Druck ausgeübt, entweder manuell oder mithilfe von Werkzeugen, um die weichen Flächen zusammenzupressen. Dieser Druck bewirkt, dass sich die weichen Komponenten der Geokunststoffdichtungsbahn verbinden und eine Schweißnaht entsteht.
Diese Methode eignet sich besonders gut für kleinere Arbeiten oder zur Instandsetzung bestehender Geokunststoffdichtungsbahnen. Beispielsweise lassen sich in einem kleinen, mit einer HDPE-Geokunststoffdichtungsbahn ausgekleideten Fischteich kleinere Risse oder Nähte problemlos vor Ort mit einem tragbaren Heißluftgerät reparieren. Für solche kleineren Projekte ist dies eine besonders einfache und kostengünstige Technik. Die Tragbarkeit des Heißluftgebläses ermöglicht es Mitarbeitern, Bereiche zu erreichen und zu reparieren, die mit größeren, komplexeren Schweißgeräten schwer zugänglich sind. Darüber hinaus erfordert das Heißluftschweißen im Vergleich zu anderen Schweißverfahren deutlich weniger Investitionen in Ausrüstung und ist daher eine attraktive Alternative für Projekte mit begrenztem Budget oder für kleinere, bedarfsorientierte Reparaturarbeiten. Es muss jedoch erwähnt werden, dass Warmluftschweißen zwar für Anwendungen im kleinen Maßstab geeignet ist, für Großprojekte jedoch andere Verfahren wie Warmkeilschweißen oder Extrusionsschweißen aufgrund ihrer höheren Produktivität und besseren Verarbeitungsqualität bei Massenanwendungen auch besser geeignet sein können.
Vorbereitung vor dem Schweißen
Oberflächenreinigung
Vor dem Verschweißen von Geokunststoffdichtungsbahnen ist die Reinigung des Untergrunds ein unerlässlicher Schritt. Der Untergrund muss frei von Verunreinigungen wie Staub, Ölflecken und Schmutz sein. Selbst kleinste Partikel können während des Schweißvorgangs eine Barriere zwischen den beiden Lagen der Geokunststoffdichtungsbahn bilden und so eine einwandfreie Verbindung verhindern. Beispielsweise können Schmutzpartikel den Kontakt zwischen den erhitzten Oberflächen der Geokunststoffdichtungsbahn einschränken und dadurch eine schwache Verbindung begünstigen. Ölflecken hingegen haften in der Regel nicht an der Geokunststoffdichtungsbahn und können zum Versagen der Schweißnaht führen.
Um eine glatte Oberfläche zu gewährleisten, empfiehlt sich das Abwischen der Schweißstelle mit einem sauberen, trockenen Tuch. Hartnäckige Staub- oder Ölflecken lassen sich mit einem milden, speziell für Geokunststoffe entwickelten Reinigungsmittel entfernen. Anschließend gründlich abspülen und trocknen. In industriellen Umgebungen mit hohem Verschmutzungsgrad ist es ratsam, vor dem Abwischen lose Partikel mit Druckluft zu entfernen. Durch sorgfältiges Glätten des Bodens kann die Qualität der Schweißnaht erheblich verbessert und die Gefahr von Leckagen langfristig verringert werden.
Materialinspektion
Die Überprüfung des Geomembrangewebes vor dem Schweißen ist unerlässlich, um die Integrität des Endprodukts zu gewährleisten. Beginnen Sie mit einer visuellen Analyse der gesamten Größe und Breite der Geomembran auf sichtbare Anzeichen von Schäden. Suchen Sie nach Löchern, Rissen, Einstichen oder Bereichen, in denen das Gewebe dünner oder verfärbt erscheint. Löcher, egal wie klein, können schnell zu einer Leckagequelle werden, wenn sie nicht vor dem Schweißen erkannt und repariert werden. Risse können außerdem die Festigkeit der Geomembran beeinträchtigen und auch dazu führen, dass die Schweißnaht unter Belastung versagt.
Zusätzlich zur Sichtprüfung kann ein einfacher Kontakttest sehr hilfreich sein. Fahren Sie mit der Hand über die Oberfläche der Geomembran, um Unregelmäßigkeiten oder schwierige Stellen zu ertasten. Diese können auf Materialfehler hinweisen. Prüfen Sie nach Möglichkeit die Qualitätskontrolldokumentation des Herstellers, um sicherzustellen, dass die Geomembran die erforderlichen Anforderungen an Dicke, Zugfestigkeit und andere notwendige Eigenschaften erfüllt. Durch sorgfältige Materialprüfung werden zum Schweißen nur hochwertige, fehlerfreie Geomembranen verwendet, was für eine dichte Abdichtung unerlässlich ist.

Temperatur- und Wetterbedingungen
Temperatur- und Klimabedingungen haben einen weitreichenden Einfluss auf den Schweißvorgang von Geomembranen. Extreme Temperaturen können den Schmelzpunkt und die Viskosität des Geomembranmaterials beeinflussen, sodass es schwierig wird, eine geeignete Schweißnaht zu erzielen. Bei kaltem Wetter wird die Geomembran steifer, und die Schweißtemperatur muss möglicherweise angepasst werden, um sicherzustellen, dass das Material weich genug wird, um eine stabile Verbindung aufzubauen. Bei zu niedriger Temperatur kann die Schweißnaht zu schnell abkühlen, was zu einer spröden und anfälligen Verbindung führt. Wenn beispielsweise bei einem Deponieprojekt in einer Region mit kaltem Klima die Schweißarbeiten bei Minustemperaturen und geeignetem Temperaturausgleich durchgeführt werden, können die Nähte mit der Zeit aufgrund der durch die niedrige Temperatur bedingten Sprödigkeit der Schweißnaht auch reißen.
Andererseits können übermäßige Temperaturen zusätzliche Probleme verursachen. Bei warmem Wetter neigt die Geokunststoffdichtungsbahn möglicherweise stärker zum Überschmelzen, was zur Bildung von Hohlräumen oder ungleichmäßigen Schweißnähten führen kann. Zudem kann übermäßige Hitze eine Ausdehnung des Materials bewirken, was ebenfalls zu Fehlausrichtungen beim Schweißen führen kann.
Auch Wetterbedingungen wie Wind und Feuchtigkeit spielen eine Rolle. Wind kann die Schweißstelle zu schnell abkühlen und so den Klebevorgang stören. Hohe Luftfeuchtigkeit kann Feuchtigkeit auf die Oberfläche der Geomembran bringen, was zu Blasen in der Schweißnaht führen oder eine akzeptable Haftung verhindern kann. Die ideale Temperatur zum Schweißen der meisten Geomembranen, einschließlich HDPE-Auskleidungen und HDPE-Reinigungsgeomembranen, liegt normalerweise zwischen 5 °C und 40 °C. Bei regnerischem, windigem oder sehr feuchtem Wetter sollte das Schweißen vermieden werden. Durch sorgfältiges Nachdenken über und Kontrollieren dieser Umweltfaktoren können die hohe Qualität und Stabilität der Schweißnaht erheblich verbessert werden.
Schweißprozess und Qualitätskontrolle
Schritt-für-Schritt-Schweißverfahren
Schweißgerät vorbereiten: Stellen Sie zunächst sicher, dass das Schweißgerät – egal ob Extrusionsschweißgerät, Warmkeilschweißgerät oder Heißluftpistole – betriebsbereit ist. Überprüfen Sie alle Einstellungen, wie Temperatur-, Druck- und Geschwindigkeitsregler. Wenn Sie beispielsweise ein Warmkeilschweißgerät verwenden, stellen Sie die Temperatur gemäß den Herstellerangaben für die jeweilige Geokunststoffdichtungsbahn ein. Bei HDPE-Geokunststoffdichtungsbahnen liegt die Temperatur beim Warmkeilschweißen üblicherweise zwischen 280 und 460 °C.
Positionieren Sie die Geomembranplatten: Legen Sie die Geomembranplatten in die richtige Position zum Schweißen. Achten Sie darauf, dass die überlappenden Kanten richtig ausgerichtet sind. Die empfohlene Überlappungsbreite für die meisten Geomembranen liegt üblicherweise zwischen 10 und 15 cm. Diese Breite bietet ausreichend Abstand für eine stabile und zuverlässige Schweißnaht.
Beginnen Sie mit dem Schweißvorgang: Erhitzen Sie beim Extrusionsschweißen zunächst den Schweißstab und die Geomembranoberflächen gleichzeitig. Führen Sie die Schweißpistole langsam und mit konstantem Druck an der Verbindung entlang, um sicherzustellen, dass der Schweißstab richtig mit der Geomembran verbunden wird. Führen Sie beim Warmkeilschweißen den erhitzten Keil zwischen die überlappenden Kanten ein und führen Sie ihn mit kontrollierter Geschwindigkeit vorwärts, während die Druckrollen die erweichten Kanten zusammenpressen. Beim Heißluftschweißen wird warme Luft auf die Geomembranoberflächen gerichtet und diese nach dem Erweichen zusammengedrückt.
Schweißen abschließen und abkühlen lassen: Lassen Sie die Schweißstelle nach dem Schweißen natürlich abkühlen. Vermeiden Sie während des Abkühlvorgangs jegliche Belastung der Schweißverbindung. Schnelles Abkühlen kann dazu führen, dass die Schweißnaht spröde wird und es kann zu Rissen oder einer verringerten Bindungsstärke kommen.
Qualitätskontrollmaßnahmen
Sichtprüfung: Nach dem Schweißen ist eine gründliche Sichtprüfung der Schweißnaht durchzuführen. Achten Sie auf sichtbare Anzeichen und Symptome von Mängeln wie Unebenheiten, Löcher oder unregelmäßige Wulstbildung. Die Schweißraupe muss glatt, durchgehend und von gleichmäßiger Breite sein. Beim Extrusionsschweißen beispielsweise sollte die Wulst fest mit der Geomembran verbunden sein und keine sichtbaren Lücken oder Unterbrechungen aufweisen.
Zerstörungsfreie Prüfung: Zerstörungsfreie Prüfverfahren sind neben der Dichtungsbahn unerlässlich, um die Integrität der Schweißnaht sicherzustellen. Ein häufig verwendetes Verfahren ist die Luftdruckprüfung für Doppelnahtschweißungen. Der Raum zwischen den beiden Schweißbahnen wird mit Luft aufgepumpt und der Spannungsabfall über einen bestimmten Zeitraum gemessen. Liegt der Spannungsabfall im zulässigen Bereich, ist die Schweißnaht wahrscheinlich dicht. Ein weiteres zerstörungsfreies Verfahren ist die Vakuumprüfung. Über der Schweißnaht wird ein Vakuumbehälter positioniert. Bei einem Leck strömt Luft ein, wodurch ein Spannungsaustausch entsteht, der erkannt werden kann.
Zerstörende Prüfung: Obwohl im Rahmen einer normalen Qualitätskontrolle deutlich seltener, kann eine zerstörende Prüfung regelmäßig oder für Musterschweißungen durchgeführt werden. Dabei wird ein kleiner Bereich der Schweißverbindung verkleinert und Zug- oder Scherversuchen unterzogen. Die Prüfergebnisse können wertvolle Informationen über die Festigkeit der Schweißnaht liefern und darüber, ob sie die erforderlichen Standards erfüllt. Beispielsweise muss das geschweißte Muster gemäß den geltenden Industrienormen einer bestimmten Zugspannung standhalten können, ohne zu brechen.
Umgang mit Mängeln
Erkennen von Mängeln: Löcher in der Schweißnaht können bei einer Sichtprüfung problemlos erkannt werden, da es sich dabei um klare Öffnungen im Schweißbereich handelt. Unverbundene Bereiche, auch als unblutige Schweißnähte oder mangelnde Verschmelzung bekannt, können auch als Bereiche auftreten, in denen die beiden Geomembranschichten nicht mehr richtig verbunden sind. Auch eine sichtbare Trennung oder eine anfällige Verbindung kann vorliegen. Beim Extrusionsschweißen kann eine ungleichmäßige Schweißnaht auf Probleme beim Schweißprozess hinweisen, wie z. B. inkonsistente Temperatur oder Druck.
Reparaturmethoden: Bei kleinen Löchern kann mit der fantastischen Schweißtechnik ein Flicken über die Lücke geschweißt werden. Der Patch sollte groß genug sein, um die Lücke mit einer ausreichenden Überlappung zu schließen. Nicht verbundene Bereiche können mit dem gleichen oder einem angepassten Schweißverfahren wieder verschweißt werden. Stellen Sie vor dem erneuten Schweißen sicher, dass die Oberflächen leicht und gut organisiert sind. Handelt es sich bei dem Defekt um eine ungleichmäßige Raupe beim Extrusionsschweißen, müssen möglicherweise zusätzlich die Schweißparameter angepasst werden und die Stelle muss möglicherweise erneut geschweißt werden, um eine einfache und gleichmäßige Raupe zu erhalten. Durch die sofortige und ordnungsgemäße Behebung dieser Mängel können die normale Integrität der Geomembran und ihre auslaufsichere Abdichtung aufrechterhalten werden.

Abschluss
Zusammenfassend lässt sich sagen, dass Schweißverfahren für Geokunststoffe von größter Bedeutung sind, um eine absolut dichte Verbindung zu gewährleisten. Geokunststoffe, insbesondere HDPE-Folien und HDPE-Kunststoff-Geokunststoffe, haben sich aufgrund ihrer hervorragenden Eigenschaften wie Chemikalienbeständigkeit, geringer Durchlässigkeit und hoher Zugfestigkeit in einer Vielzahl von Anwendungsbereichen als unverzichtbar erwiesen.
Die richtige Auswahl und Anwendung von Schweißtechniken, sei es Extrusionsschweißen, Warmkeilschweißen oder Warmluftschweißen, beeinflussen gleichzeitig die Integrität des Geomembransystems. Jede Methode hat ihre eigenen Eigenschaften und ist für unterschiedliche Szenarien geeignet. Beispielsweise eignet sich Extrusionsschweißen hervorragend für Reparaturen und dicke Geomembranen, Warmkeilschweißen ist umweltfreundlich für Großprojekte und Warmluftschweißen ist praktisch für kleine Arbeiten.
Ebenso wichtig ist das Interesse an einer exzellenten Handhabung während des gesamten Schweißprozesses. Von den Schulungsschritten, einschließlich Bodenreinigung, Materialprüfung und Berücksichtigung von Temperatur- und Witterungsbedingungen, bis hin zum schrittweisen Schweißvorgang und den anschließenden Qualitätssicherungsmaßnahmen wie Sichtprüfung, Materialprüfung und Materialprüfung ist jedes Detail entscheidend. Die sofortige Behebung jeglicher während des Prozesses festgestellter Mängel ist unerlässlich, um die Dichtheit der Geokunststoffdichtungsbahn zu gewährleisten.
Bei Initiativen mit Geomembranen, sei es eine Deponie zum Schutz der Umgebung vor dem Austreten von Abfall, ein Reservoir zum Speichern von Wasser oder ein Industrieteich zur Einlagerung von Chemikalien, sind akzeptable Schweißmethoden und eine strikte gute Verwaltung der Schlüssel zum Erfolg. Durch die Befolgung der in diesem Artikel beschriebenen Standards und Strategien können Ingenieure und Baugruppen die langfristige Wirksamkeit und Zuverlässigkeit von Geomembraninstallationen sicherstellen und so die Integrität des Projekts und der Umgebung schützen.
Kontaktieren Sie uns
Firmenname: Shandong Chuangwei New Materials Co., LTD
Ansprechpartner: Jaden Sylvan
Kontaktnummer:+86 19305485668
WhatsApp:+86 19305485668
Unternehmens-E-Mail:cggeosynthetics@gmail.com
Unternehmensadresse: Entrepreneurship Park, Dayue District, Tai'an City,
Provinz Shandong